






通訊地址:山東聊城經濟開發區華山路南首30號
固定電話:0635-8888299
傳真號碼:0635-8888109
移動電話:13287501888
聯系人:陳經理
電子郵箱:1262980066@qq.com
網站編輯:華盈非晶合金變壓器有限公司 │ 發表時間:2017-08-24
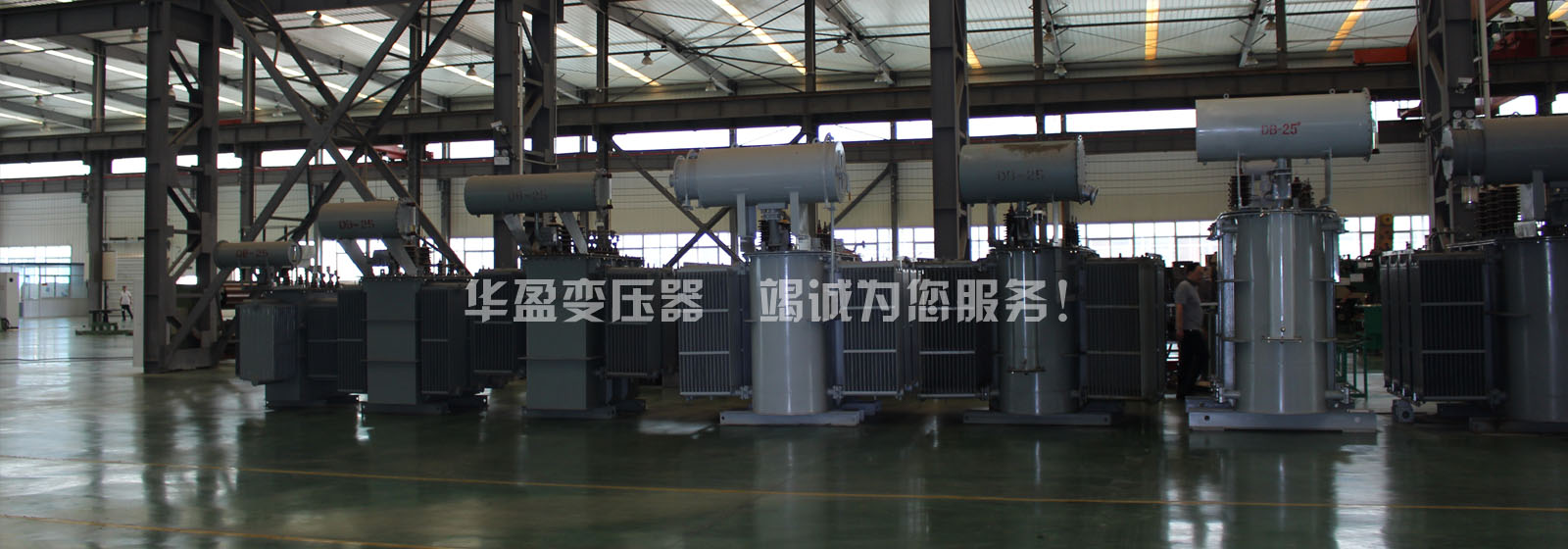
變壓器在我們日常生活中隨處可見!但是他的制造過程都不知道把!今天我們來說一下變壓器的生產流程,華盈變壓器在制作之前,需要設計,而在確認變壓器設計時,我們需要注意的是繞姐和絕緣這兩方面。首先確認圖紙是否與生產產品相符,確認其容量無誤后再看線規,找出線規后確認匝數。其次確認是何種接線方式(星型和三角型),高壓圖紙要看其分接出頭,數好出頭匝數,低壓看好是何種繞線方式,出頭長度,換位位置,繞組的內外徑,幅向大小等。其次根據線圈內經算出紙筒紙板長寬度,其次從圖紙編號找出端絕緣長度圖紙,包括油道墊塊和瓦楞紙油道厚度,依次找出端圈及上下鐵軛絕緣。
第二部分而是開始側繞組、絕緣。
看圖紙確認出頭長度,用紅藍鉛筆在導線標出,如果是螺旋式需不同的尺度,后一組比前一組多量出一根導線的長度,以便保持出頭整齊美觀。出頭折彎后要用皺紋紙半迭式包一層,出頭要弧度角度一致,出頭整理好后用皺紋紙包三毫米厚,外用白布帶綁緊(不可用緊縮帶,焊接時容易燒壞)。
紙筒繞之前要先用卡尺把模具外徑量準,需要加墊紙板的要裁好。紙筒紙板選一毫米為宜兩頭搭接繞制用緊縮帶繞緊,繞制中輔助工要用錘沿著緊縮帶敲緊。
圓筒式繞法端絕緣由紙條制成時,用直紋布帶將其綁扎在第一匝導線上開始繞第一匝時,邊繞邊再線匝下面沿圓周放四處拉緊布帶(緊縮帶)。端絕緣的綁扎成8字形。拉緊布帶將第一匝和端絕緣綁扎在一起,繞第二匝時將拉緊布帶翻到上面來,繞第三匝時在壓到下面去,這樣曲折的將端圈拉緊。圓筒式繞組中間換位一次,換位后要用皺紋紙包一層再用半毫米紙板墊在里面用白布帶綁緊。繞制時輔助工要不斷的靠緊和控制幅向,層間用0.08毫米電纜紙三層絕緣,第二匝與出頭要用半毫米紙板隔開以免破壞絕緣同樣在底部升層時的剪刀口處也要加。
結束時兩個出頭要對齊,同樣出頭與倒數第二匝也用紙板隔開,兩出頭要扎緊。剪斷線前要用緊縮帶扎緊整個線圈。
螺旋式繞組主要是630千伏安以上的低壓繞組,出頭與圓筒式相同,需要注意的是出頭折彎處用斜拉緊縮帶與前面的拉緊布帶一樣壓緊并一直壓到結束出頭并綁緊防止出頭彈出和線圈張力作用。
第三、半成品線圈絕緣測試。
低壓線圈繞制完后及繞制過程中要用萬用表測絕緣,主要是測匝間是否短路。
第四、引線燙錫前期組裝及焊接
1.引線準備
1)凡有零部件圖樣的,應按規定的工藝路線進行零件加工。
2)按圖樣尺寸及實際尺寸下料,如電纜線、較細的圓銅等,并做好焊接準備,如銅圓焊接部位打扁,電纜線焊接部位的扎絲、打扁、預焊滲透銅磷等。
3)包紙:凡是能夠預先進行包紙的引線或引線上的某一段都預先包。
4)預先焊接:其規律同包紙一樣,盡可能減少到器身上焊接,并做好焊前焊后的準備工作。
2.引線焊接;
加熱焊件,當焊件成暗紅色時,開始添加銅磷焊條,隨著溫度的升高銅磷焊條流動性加快,并能很快滲進各縫隙,焊件將呈現鮮亮的紅色,待銅磷焊條滲透飽滿后停止加熱,當紅色消失后加水冷卻。
3.引線整體組裝焊接及絕緣包扎
配置好的引線包扎絕緣一律采用半迭包法,即前一圈和后一圈搭接長度為皺紋紙的1/2寬度。這樣可以保證各處的絕緣厚度一致。包扎時應將焊接時燒壞的絕緣清理干凈再包扎,燒壞的絕緣可能短路,焊接銅排前將銅排表面處理干凈焊接后在處理時將器身用紙遮住,以免銅渣落入線圈,影響絕緣。
第五、貼標簽
標簽要注明線圈高低壓繞制人員的工作號,注明時間,線圈容量,型號及高低壓線規和圈數。高壓還要有直流電阻數值。
第六、線圈套裝
套裝的線圈必須是直流電阻阻值最接近的三個,線圈套裝時用半毫米紙板包住鐵心上端以免劃傷線圈,線圈下落時由一人從線圈上口拉住紙板避免被線圈帶下,若線圈幅向過大造成相間距離過下,應在線圈上打蠟或用一紙板隔開(紙板打蠟)。
第七、半成品測試
半成品測試的主要目的是看絕緣、變比和直阻
第八、整體組裝
將裝配好的器芯吊入變壓器器身油箱,下落時對準底角螺栓放平后插入螺栓并將螺絲均勻壓緊,不可一次緊錮,要分多次緊,均勻用力。膠繩對接處用密封膠密封好,在器身四角用鐵絲固定,其它螺絲緊固后用鉗子拽出。
以上就是變壓器生產過程中所要涉及到的八個方面,當然還有許多細節方面華盈變壓器廠家沒有詳細講解到,在以下的章節中,我們將不斷總結出來。
Copyright © 2025 非晶合金變壓器_干式變壓器_華盈非晶合金變壓器有限公司 魯ICP備16029283號-3 技術支持:互聯縱橫







